砂带上的磨粒比 砂轮 磨粒具有更强的切削能力,所以其 磨削 效率非常高。 砂带磨削 效率高表现在它的切除率、 磨削比 (切除工件重量与与 磨料磨损 重量之比)和机床功率利用率三个方面都很高。到2012年,已知的砂带磨削对钢材的切除率已达到700mm3/mm·s,甚至超过了 车削 或 铣削 等。砂带的磨削比大大超过了砂轮,高达300:1,甚至400:1,而砂轮才30:1。砂带磨床的功率利用率,远在砂带磨削发展初期就已达到80%,领先于其它机床,而今则高达96%,相比之下,砂轮 磨床 只有52%, 铣床 57%, 车床 65%,所以砂带磨削还是一种很好的节能加工技术。

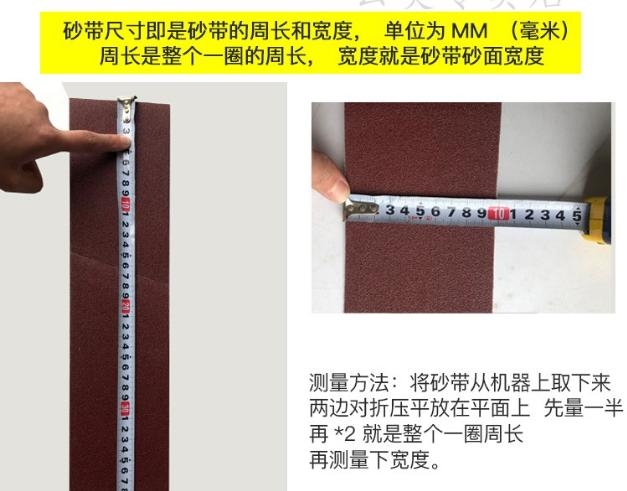
砂带定做:需要提供目数,尺寸(宽度和周长),磨料材质(可以提供需要抛光工件的材质),布基要求等信息
砂带目数:24目36目40目60目80目100目120目150目180目240目320目400目600目800 目1000目1200目1500目2000目2500目3000目
砂带材质分类:氧化铝 煅烧砂 棕刚玉 碳化硅 堆积砂 锆刚玉 陶瓷砂
布基种类:软布 硬布 防水硬布 聚酯布等多种类型
使用分类:干磨或水磨
具体使用效果:打磨 除锈 拉丝 抛光或具体要求的光洁度等