
一、RCO催化燃烧设备产品介绍
RCO技术是指在催化剂的作用下,使有机废气中的碳氢化合物在温度较低的条件下(200~400℃)迅速氧化成水和二氧化碳,达到治理的目的。RCO催化燃烧处理工业有机废气是20世纪40年代末出现的技术。从1949年美国研制出世界上第一套有机废气催化燃烧装置到现在,这项技术已广泛地应用于油漆、橡胶加工、塑料加工、树脂加工、皮革加工、食品业和铸造业等部门,也用于汽车废气净化等方面。中国在1973年开始催化燃烧处理法用于治理漆包线烘干炉排出的有机废气,随后又在绝缘材料、印刷工业等方面进行了研究,使催化燃烧设备得到了广泛的应用。
二、RCO催化燃烧废气处理设备技术简介
催化燃烧技术是指在较低温度下(200~400℃),在催化剂的作用下使废气中的可燃组分彻底氧化分解,从而使气体得到净化处理的一种废气处理方法。催化燃烧废气处理是典型的气-固相催化反应,其实质是活性氧参与深度氧化作用。在催化燃烧过程中,催化剂的作用是降低反应的活化能,同时使反应物分子富集于催化剂表面,以提高反应速率。借助催化剂可使有机废气在较低的起燃温度条件下发生无焰燃烧,并氧化分解为CO2 和H2O,同时放出大量热量。
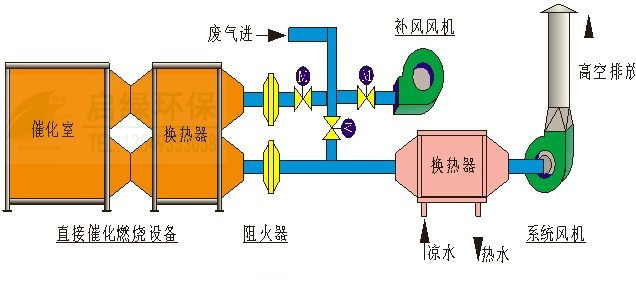
RCO催化燃烧处理工艺流程图
三、RCO催化燃烧设备工艺说明 。
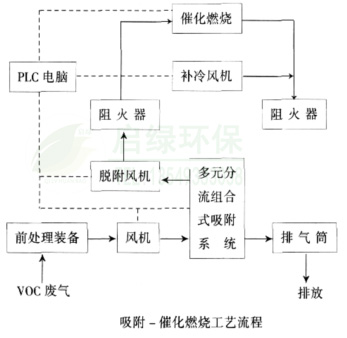
当有机废气的流量大、浓度低、温度低、采用催化燃烧需消耗大量的燃料时,可先采用吸附手段将有机废气吸附于吸附剂上并进行浓缩,然后通过热空气吹扫,使有机废气脱附成为高浓度有机废气(可浓缩10倍以上)后再进行催化燃烧。不需要补充热源就可以维持正常运行,其工艺流程见图
(一)对选择处理工艺的选择主要取决于:
1、燃烧过程的放热量,即废气中可燃物的种类和浓度;
2、起燃温度,即有机组分的性质及催化剂活性;
3、热量回收率等。当回收热量超过预热所需热量时,可实现自身热平衡运转,无需外界补充热源,这是最经济的。
催化燃烧是放热反应,放热量的大小取决于有机物的种类及其含量。如能依靠废气燃烧的反应热维持催化燃烧过程持续进行是最经济的操作方法。而能否以自热维持体系的正常反应则取决于燃烧过程的放热量、催化剂的起燃温度、热量回收率、废气的初始温度等条件。催化剂相应的起燃温度分别为200℃、250℃、300℃;废气的初始温度分别为30℃和150℃。废气的初始温度越高,废气中有机物的浓度越高,实现自热运转的可能性越大。而工业有机废气中5000mg/m3左右的有机物残留量是常见的,只要热交换器的换热效率能达到50%-60%就可利用热交换器回收燃烧反应热来维持催化燃烧的持续进行。
(二)RCO催化燃烧废气处理技术优点:
1、起燃温度低,节省能源
有机废气催化燃烧与直接燃烧相比,具有起燃温度低、能耗低的显著特点。在某些情况下,催化燃烧达到起燃温度后便无需外界供热。
2、适用范围广
催化燃烧几乎可以处理所有的烃类有机废气及恶臭气体。对于有机化工、涂料、绝缘材料等行业排放的低浓度、多成分、无回收价值的废气,采用吸附--催化燃烧法的处理效果更好。
3、处理效率高,无二次污染
用催化燃烧法处理有机废气的净化率一般都在95%以上,最终产物为无害的CO2 和H2O (杂原子有机化合物还有其他燃烧产物),且由于燃烧温度低,能大量减少NOX 的生成,因此不会造成二次污染。但是其缺点是工艺条件要求严格,不允许废气中含有影响催化剂寿命和处理效率的尘粒和雾滴,也不允许有使催化剂中毒的物质,以防催化剂中毒,因此采用催化燃烧技术处理有机废气必须对废气作前处理。
RCO催化燃烧废气处理设备应用于喷漆废气处理,工艺流程图如下所示:
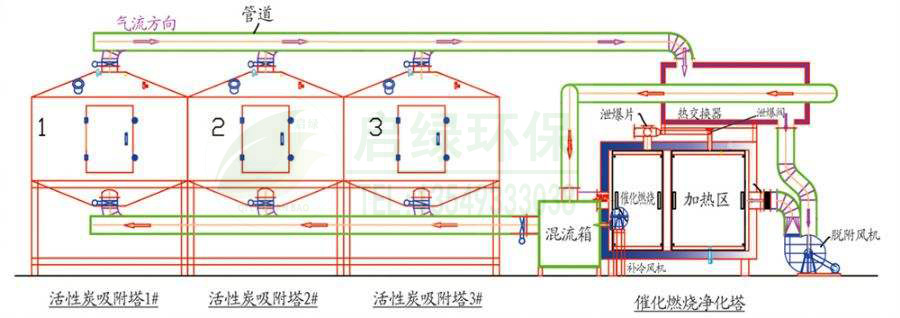
工艺流程:喷漆废气→水喷淋废气处理塔→初/中效过滤器→RCO催化燃烧处理化设备→达标排放
(三)启绿环保系列RCO催化燃烧处理设备特点:
(1)设备紧凑,可制成集活性炭吸附脱附和控制于一体,设备占地面积小;
(2)吸附净化效率达90%以上,催化净化效率达97%以上,净化效率高;
(3)催化剂使用我公司生产的专用催化剂,使用寿命长;
(4)脱附过程自动运行,设备操作简单,管理方便;
(5)该设备仅适用于间歇式产生有机废气的场合。
(6)采用薄层的活性炭纤维(ACF)作为吸附单元,吸附效率高,气流阻力小。
(7)再生速度快,再生能耗低。
(8)采用PLC全自动控制,无人值守运行。
(9)吸附器吸附循环周期快、安全高效。
四、RCO催化燃烧装置适应范围
RCO催化燃烧装置应用于油漆、橡胶加工、塑料加工、树脂加工、皮革加工、食品行业和铸造等行业有机废气处理,目前漆包线烘干废气、涂布烘干有机废气、油墨废气应用最为广泛。
