
球笼式万向节加工刀具 汽车等速万向节专用立方氮化硼车刀片
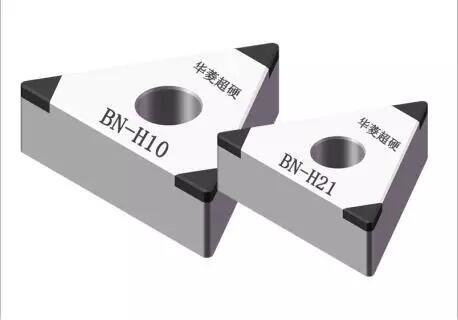
车削球笼式等速万向节的刀片型号:BN-H10牌号TNGA160408,为三角形复合PCBN刀片,加工汽车球笼零部件,相比进口品牌PCBN刀片,切削性能稳定,性价比更高。
球笼也叫做“等速万向节”,是轿车传动系统中的重要部件,其作用是将发动机的动力从变速器传递到驱动轮,驱动轿车高速行驶。球笼的性能好坏不仅影响汽车行驶的动力性和操纵性,还影响汽车行驶的平稳性,因此对其公差,和各零部件的配合间隙要求较为严格。
精车加工淬火后球笼万向节,BN-H21牌号PCBN刀片具有较强的抗冲击性和耐磨性,对于加工工况恶劣的断续车削有非常好的加工效果,具有代表型的是T型(三角形)CBN刀片,寿命较硬质合金刀具提高N倍,工件表面粗糙度可达Ra0.8以内,可满足汽车球笼零部件间的高精度和表面质量要求。
除车削球笼万向节外,针对汽车球笼零部件的铣削加工,华菱超硬可提供定制CBN铣刀片服务,满足汽车球笼零部件的加工需求。
汽车球笼式等速万向节的材质介绍:
(1)球笼主要由外壳(俗称钟形壳或外轮),传力钢球,星形轮(俗称星形套或内轮)和保持架等四部份组成。
(2)球形壳:常用材质为55#钢;经过热处理后硬度在HRC52-58之间,具有刚性好,强度高,耐磨等优势。
(3)星形套,保持架:常用材质为20CrMoTi,经过热处理后硬度在HRC58-62之间,具有较好的表面抗拉和弯曲疲劳强度,心部有足够的强度和韧性。
钢球:常用材质为GCr15。
球笼式等速万向节切削加工刀具方案:
球笼零部件铣削加工刀具:主要用于球形壳和星形套上的球道(滚道)铣削,和保持架的窗口铣削,华菱超硬CBN铣刀具有较高的高温耐磨性和热稳定性,刃口经过特殊的处理工艺,具有更高的刃部强度和稳定性,切削性能稳定,可严格控制球形壳内球面和六条球道的同轴度,星形套外球面和六条球道的同轴度公差要求。
华菱超硬BN-H10牌号和BN-H21牌号CBN车刀片,分别用于球笼零部件的连续车削和断续车削,同时华菱还可提供涂层和修光刃等硬加工方案。
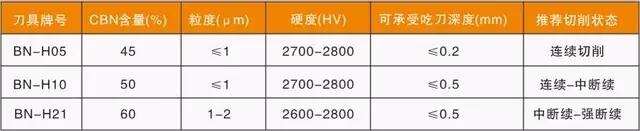
BN-H10牌号立方氮化硼刀片加工球笼零部件的切削参数:
加工材料:淬火钢(热处理后HRC58)
加工零件:球形壳
加工工况:连续切削(球笼面)
加工方式:干式切削
使用刀片:BN-H10 TNGA160408
切削速度:190m/min
切削深度:0.15mm
走刀量:0.15mm/r
刀具寿命:355件/刃
应用领域:淬火后HRC45以上的齿轮,轴承,齿轮轴,模具等
优势特点:
1.加工效率提高10%:BN-H10牌号CBN刀片是欧系CBN刀片效率的1.1倍
2.刀具成本降低40%:BN-H10牌号CBN刀片是欧系CBN刀片成本的60%

延伸阅读:华菱超硬硬钢加工优势刀具推荐
郑州华菱超硬材料有限公司是专业生产超硬工磨具的高新技术企业,我国专业硬材料加工工具的开拓者,河南省新材料工业示范企业。针对硬钢加工领域,尤其是淬火后硬度HRC45-69范围内的高硬度钢件,华菱超硬研发有优势刀具材质,已广泛应用于淬火钢件领域,如BN-S20,BN-S200,BN-H05,BN-H10,BN-H21。
如BN-H05 CNGA120408连续加工齿轮内孔(20CrMnTi渗碳淬火后硬度HRC58-62)表面粗糙度可达Ra0.8以内。
BN-H10 RNGN090300断续加工风电轴承(42CrMo4淬火后硬度HRC58-62)对比某品牌CBN刀片效率和寿命均提高20%以上。
BN-H21 CNGA120408强断续加工粉末高速钢(热处理后HRC65)对比某日系品牌进口CBN刀片寿命提高近5倍。
还有众多重载切削、铣削加工、仿形加工、切槽加工淬火后的高硬度钢件成熟应用方案及案例,欢迎致电华菱超硬咨询。
球笼式万向节加工刀具 汽车等速万向节专用立方氮化硼车刀片

