
崇文区脚手架焊管机智能控制原理介绍焦作市钢管焊管机量大从优技术过硬
检查审核制度。土方开挖前应对开挖条件进行审核。内容包括:施工图,施工方案是否经审查并符合要求,基坑监测方案是否已经开始实施,已完成的支护结构检测是否合格,截水排水检查或者检测是否合格等。土方开挖过程中,必须对开挖顺序、开挖深度和支护时间等关键点进行控制。第二十五条监理单位应当严格按照监理实施细则的要求进行旁站监理,严格检查施工各个环节的工程质量和施工安全。发现未按施工方案进行施工、或存在安全及质量事故隐患的,应当立即责令整改;情况严重的,应当及时下达工程暂停令,并采取有效措施督促施工单位消除隐患,同时报告建设单位;施工单位拒不整改的
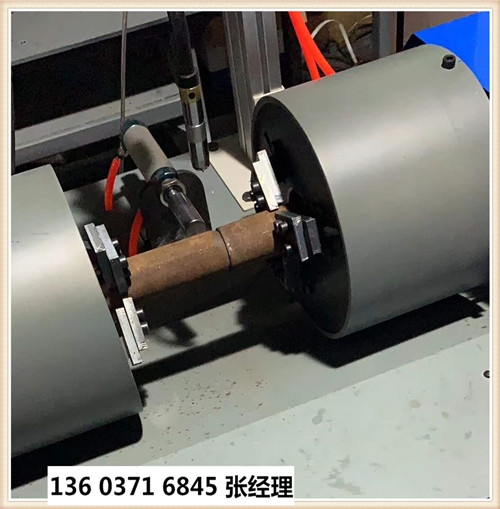
机器特点:气动自动夹具 焊枪自动摇摆 每分钟焊接一根钢管。
钢管焊管机是我公司生产的一款自动化点焊对焊弧焊设备,配套设备为二宝焊机,主要适用于建筑脚手架对焊对接,普通钢管碰碰焊机,管材焊接设备。iderzhangerfeng
运用对焊机应当:1.对焊机应安顿在室内或防雨的工棚内,并应有牢靠的接地或接零。当多台对焊机并列装置时,其互相间距不得小于3mm并应分离差别相位的电网上,且分离设备断路器2.焊接前,应检查并确认;对焊机的压力机构应灵巧,夹具应稳固,气压、液压系统不得有泄露3.焊接前,应依据所焊接钢管的截面调剂二次电压,不得焊接超越对焊机划定直径的钢管,4.断路器的打仗点、电极应按期光磨,二次电路衔接螺栓应按期紧固。冷却水温度不得超越40°,排水量应依据温度调理。5焊接较长钢管时,应设置托架。6.闪光区应设挡板,与焊接无关的职员不得入内。7冬期施焊时,温度不应低于8,工作后,应放机内冷却水。

设备外形尺寸:1700*700*700mm
设备整体重量:280kg
使用电压:380v/50HZ
电机功率:1.5kw
焊接管径范围:直径48mm、直径57mm
焊头输送控制:气动控制
平均焊接时长:25s/根
焊管方式:全自动焊接
控制方式:PLC电脑控制
变频器品牌:南京欧陆
焊机类型:二氧化碳气保焊机
额定输出容量:315A-32.6V
额定输入电压:3--380v,50Hz
输出空载电压:55v-80v
熔化 极MAG参数:输出电流(A):30-315电弧力(A/ms)1--10,输出电压(v):10-34
环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的通用自动焊接设备。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊等离子焊等焊接电源组成一套环缝自动焊接系统。该设备可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。
性能特点
床身采用卧式结构,由焊接结构件经退火后精加工而成,保证床身导轨不变形;
回转机头采用直流电机或交流变频电机驱动,速度稳定可靠;
主轴端部安装有焊接夹具或三爪卡盘,用于装夹定位工件;
尾座可采用气动或手动顶紧方式,端部可根据工件形式的不同选用不同的焊装夹具或活动顶尖;
尾座可在床身导轨上滑动,可调整机头尾座的距离以适应不同长度的工件;
焊枪机构可根据工件焊接位置的不同,沿导轨方向移动到相应位置;
焊枪手动三维调节机构和旋转机构可满足焊枪精确对准焊接位置时的微动调整需要;
焊枪气动升降机构和尾座气动顶紧机构可满足自动焊接和自动装夹的要求,提高生产效率;
根据工件焊接的要求,可选配气动升降托架,焊缝跟踪装置、焊接摆动器;
采用PLC可编程控制器作为主控单元,工业用触摸屏操作界面,自动化程度高,焊接质量稳定可靠;
可通过修改控制软件的程序及参数来调节设备的功能,实现圆形、半圆形、分段多段圆弧、环形焊缝的焊接。
及时修补处于早期破坏阶段的水泥混凝土路面,不仅能够延长路面使用寿命,而且能降低整个路面维修费用。本文主要从修补材料和修补结构等方面,研究水泥混凝土路面早期快速修补技术,力求将分析研究成果指导生产实践。 本文阐述了水泥混凝土路面快速薄层修补设计思想、设计内容及修补材料的使用要求,分析了几种薄层修补材料的特性。从分析新老混凝土粘结面破坏产生的原因入手,提出减小收缩应变的方法。
碳酸盐岩碳氧同位素检测是恢复沉积作用发生时古地理环境及相环境的有效手段之一。蔡笛老师(右一)在岗位工作36年,测试了5万余样品,多年来的工作经验使蔡笛老师的测试结果准确度非常高。


